Как настроить сварочный полуавтомат?
Как настроить и работать сварочным полуавтоматом
Учитывая особенности конструкции, порой сложно разобраться, как правильно варить сварочным полуавтоматом. Это обусловлено тем, что механизмом предусмотрен узел автоматической подачи проволоки. Качество соединительного шва зависит от умения работать с таким оборудованием, что особенно важно во время сварки тонкого металла.
Область применения
Техника этого рода может применяться в разных областях: в промышленности, строительстве, в быту. Однако если учесть, что для работы с ним необходимо иметь некоторые навыки из-за наличия в конструкции узла механизированной подачи проволоки, то на производстве такие агрегаты встречаются чаще. Их основной особенностью является возможность работать с разными металлами и сплавами, что значительно расширяет область применения.
Смотрим видео, сфера применения и непосредственно параметры выбора:
Прежде, чем задумываться, как правильно варить сварочным полуавтоматом, следует узнать, что собой представляет такая техника, из чего состоит и каков принцип ее действия. Если для сравнения рассмотреть ручную сварку, то в этом случае оператор все действия выполняет сам, включая и подачу электрода в рабочую зону. А в случае с полуавтоматом в качестве электрода выступает проволока особого рода, которая подается в зону сварки посредством механизма. Все остальные действия оператор также выполняет самостоятельно.
Принцип действия и виды
Человеку, привыкшему работать в ручном режиме сварки, нужно время, чтобы разобраться, как правильно варить сварочным полуавтоматом. Несмотря на то, что в этом случае почти все операции (кроме подачи проволоки) выполняются вручную, следует наловчиться, чтобы в результате получилось надежное соединение.
Вне зависимости от исполнения в числе основных узлов обычно выступают:
- Блок управления:
- Источник питания;
- Горелка для сварки;
- Механизм подачи проволоки и катушка;
- силовые кабели.
Устройство и принцип работы сварочного разнотипного полуавтомата разных исполнений во многом сходен за исключением некоторых нюансов, обусловленных конструктивными отличиями каждого из видов подбойной техники. Так, от источника питания в горелку подводится сварочный ток. Горелка конструктивно связана с механизмом подачи проволоки, что позволяет подавать особого рода электрод (проволоку) в зону сварки. От вида агрегата зависит, какие процессы будут происходить на следующем этапе.
Чтобы понимать, как правильно варить сварочным полуавтоматом, следует для начала определить его тип:
- Для сварочных работ под флюсом. Конструкцией предусмотрена горелка с воронкой для подачи флюса в зону сварки. Особенность таких исполнений заключается в более мощном механизме, так как чаще всего аппараты данного типа работают с проволокой большого диаметра.
- С применением порошковой проволоки.
- Для сварки в среде защитного газа. Работа с таким полуавтоматом сварочным упрощается благодаря газовому клапану, который перекрывает доступ газа в зону сварки.
- Универсальные устройства обычно оснащены дополнительными элементами, например, горелками или роликами, что позволяет подстраиваться под разные условия работы.
Непосредственно сам механизм подачи проволоки состоит из электродвигателя, роликов и редуктора. Данный узел может подразделяться на несколько групп по конструктивным особенностям: переносной с ручкой для транспортировки, подвижный (исполнение оснащено колесами) и стационарный.
Достоинства и недостатки полуавтоматов
Плюсов у техники такого рода заметно больше, чем минусов. Этим обусловлено ее широкое использование.

Среди длинного ряда преимуществ можно выделить:
- Способность агрегатов работать с очень тонким материалом (до 0,5 мм толщиной);
- Возможность варить оцинкованный металл, если использовать особого рода проволоку (на основе медных сплавов);
- Невысокая степень чувствительности к загрязнениям свариваемого металла;
- Более доступная стоимость сварки;
- Способность работать практически с любыми металлами;
- Высокий КПД.
Есть и несколько недостатков:
- Повышенное разбрызгивание металла в случае, если не используются защитные газы;
- Открытая дуга характеризуется более интенсивным излучением;
- Чувствительность агрегата к снижению температуры воздуха.
Последний из названых пунктов принимается во внимание, если в местности неустойчивый и по большей части холодный климат.
Подробно о необходимости настройки механизма
Основной для пользователя вопрос, когда планируется приобрести сварочный полуавтомат: как им правильно пользоваться? Важно знать, что помимо корректной эксплуатации такого оборудования во время выполнения сварочных работ есть еще один нюанс – необходимость его правильной настройки. Если неправильно установить значения основных параметров, то худший сценарий в таком случае – возгорание аппарата. В лучшем случае следует ожидать поломки отдельных деталей или узлов.
Смотрим видео, дельные советы по настройки:
В первую очередь до начала работы устройство необходимо заземлить. Затем настраиваются необходимые параметры: устанавливается сила тока, в соответствии с чем определяется напряжение дуги, а также достаточная для конкретного типа работ скорость подачи проволоки. Но как пользователю правильно настроить сварочный полуавтомат?
Все эти значения подбираются, исходя из того, какой материал предполагается варить, а также какой толщины детали будут обрабатываться. Для выбора режима сварки используется соответствующая литература.
Этапы настроек
Предварительная подготовка к работе сводится к следующим действиям:
- С учетом того, какой материал планируется варить, выставляется сила тока. А значение данного параметра вычисляется с использованием таблиц из сопроводительной документации агрегата или с помощью литературы о сварке.
- Устанавливается требуемая скорость подачи проволоки. Здесь имеются свои особенности. Например, если конструкцией предусмотрено ступенчатое регулирование данного параметра, то обычно для этого используются шестерни или коробка передач. Однако существенный минус такого варианта заключается в том, что не всегда легко подобрать наиболее подходящий режим работы. А при плавной регулировке проволоки не возникнет вопроса, как безошибочно настроить полуавтомат сварочный, так как в этом случае легче установить нужный уровень интенсивности продвижения проволоки.
- Обычно в таких агрегатах предусмотрены переключатели режимов, с их помощью можно настроить направление движения проволоки (вперед или назад).
По окончании всех настроек желательно проверить их корректность на черновом образце. Если качество сварного шва хорошее, то можно браться за основной материал.
Особенности сварочных работ
После подключения к сетевому напряжению включается агрегат нажатием на кнопку «ВКЛ». Но вводить устройство в работу следует только после того, как были надеты средства защиты (спецодежда и маска со светофильтром). Затем подается проволока к горелке. При этом необходимо оставить выступающий участок (порядка 3 мм). Остальное необходимо удалить.
Смотрим видео, подробно обьясняем правило сварочных работ:
Работа с электродом определяется расположением механизма подачи проволоки относительно горелки. Существует несколько вариантов: толкающего, тянущего и совмещенного типа. После поджига электрической дуги горелка подносится к участку сварки. Случается, на конце электрода образуются комки. В этом случае рекомендуется ускорить процесс подачи проволоки.
Требования, предъявляемые к сварочным агрегатам
Вопрос, как работает инверторный сварочный полуавтомат, решается уже по факту его приобретения. Но перед этим на этапе выбора следует учесть ряд требований, которые предъявляются к такому оборудованию:
- Компактность и мобильность, чтобы дополнительно упростить работы оператору;
- Длительная эксплуатация без перегрева механизма и без ущерба для одного из основных узлов такого устройства – механизма подачи проволоки;
- Удобство работы с горелкой и ее быстрая замена;
- По возможности быстрая замена и сварочной проволоки;
- Беспроблемная настройка оборудования;
- Отсутствие рывков при подаче проволоки;
- Устойчивость к низким температурам.
Как видно, работа с полуавтоматом требует внимательности и «твердой руки». Однако немаловажным является и тот факт, что без соответствия параметров агрегата роду условиям работы будет проблематично добиться высокого качества сварного соединения. Поэтому рекомендуется перед началом работы изучить все особенности функционирования такого оборудования, чтобы иметь возможность безошибочно его настроить и применять по назначению в дальнейшем.
Как настроить сварочный полуавтомат
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.

Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
- подготовка сварочного аппарата;
- а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
- толщину свариваемых деталей и их состав (нержавейка, сталь и тд);
- пространственное положение работ (горизонтальное, вертикальное и другие);
- толщину проволоки.
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
Настройки аппарата
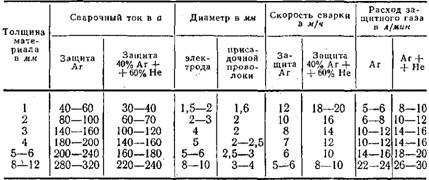
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров. Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще. Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки. Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.

С другой стороны некоторые производители не указывают точное значение данной регулировки, а ограничиваются условными указаниями, к примеру, цифры 1-10. В таком случае следует внимательно изучить сопроводительную документацию, где должно быть указанно соответствие текущего положения к настоящему вольтажу.
Таким образом, данный параметр стоит устанавливать согласно таблице “настройка сварочного полуавтомата” или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это – скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды. Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Добавляя или уменьшая скорость подачи, следует добиться идеальной формы валика без выпуклостей или проседания шва.
Большинство простейших аппаратов имеют именно две настройки – вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Дополнительные параметры
Помимо простейших устройств на рынке присутствуют и более продвинутые модели с расширенным функционалом. Давайте рассмотрим их возможности и для чего нужны дополнительные настройки.
Индуктивность (настройка дуги)
Самая популярная функция, которая активно внедряется даже в сварки бюджетного класса – настройка индуктивности. Параметр позволяет управлять жесткостью дуги и изменять характеристики сварного шва. Так, при минимальной индуктивности заметно снижается температура дуги и глубина проплавления, шов получается более выпуклый. Подобная настройка помогает сваривать тонкие детали, а также металлы, чувствительные к перегреву. При максимальной индуктивности вырастает температура плавления, ванна получается более жидкой, а глубина проплавления – максимальной. Валик такого шва ровный, без выпуклостей. Данный режим используется для проплавления толстого металла, работы в угловых соединениях.
Зная как реагирует дуга на изменение индуктивности сварщик может самостоятельно управлять глубиной провара и температурой ванны, для улучшения качества работ и создания более надежных ответственных соединений.
Высокая/низкая скорость
Переключатель, который маркируется как High/Low, в большинстве моделей отвечает за более точную настройку скорости подачи проволоки. Мы уже знаем, что каждый полуавтомат содержит подобный регулятор, но если ваше устройство может работать с проволокой 0.6 и 1.4 мм граничные отметки будут сильно отличаться. Именно поэтому при работе с тонким материалом тумблер устанавливается в положение High и проволока в общем подается быстрей, а для толстого припоя подходит положение Low.
Обратите внимание! Сейчас на рынке представлены сотни товаров от десятков различных производителей, поэтому чтобы наверняка разобраться, какой функционал есть у данной модели, за что отвечает тот или иной регулятор и выключатель следует внимательно изучить инструкцию по эксплуатации.
Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Заключение
Полуавтомат это незаменимый помощник в любом доме или гараже, но чтобы получить максимум из его возможностей нужно с должным уважением отнестись к изучению технических особенностей устройства и принципа работы полуавтоматической сварки. Благодаря этой статье вы знаете как настроить сварочный полуавтомат. Не бойтесь экспериментировать, ищите именно те параметры, при которых вам будет удобно сварить деталь и получить надежный шов.
Правильная сварка полуавтоматом — видео: начальная настройка полуавтомата и работа
 Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий материал «Сварка полуавтоматом». Видео прилагается.
Работа сварочным полуавтоматом отличаются от операций с бытовыми инверторами, с чем справится не каждый сварщик-любитель. Тем более, таким пользователям будет интересна настройка сварочного полуавтомата.
Особенности работы полуавтомата
Существенное отличие сварки полуавтоматом от обычной дуговой состоит в том, что процесс ведется не с помощью электродов, а с применением специальной проволоки, которая подается автоматически (с катушки). При этом сама сварка проводится вручную.
Сварочный полуавтомат профессиональный позволяет повысить как скорость процесса, так и эффективность. Кроме этого, данный вид сварки позволяет сваривать самые различные металлы – под разным углом, в разных плоскостях. Помимо черной стали можно варить нержавейку, алюминий, другие металлы.

Как работает сварочный полуавтомат? Видео ясно демонстрирует, что сварка полуавтоматом производится при помощи горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при этом масса классически идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа или смеси инертных – заключается в том, чтобы вытеснить воздух и содержащиеся в нем азот и водяной пар из зоны сварки, исключая, таким образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы найдете внизу, может осуществляться без защитного газа — порошковой или флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.

Полуавтомат дает пользователю следующие преимущества перед ручной дуговой сваркой:
возможность работать с тонкими – от 0,5 мм;
внешнее покрытие или коррозия не являются препятствием для сварки;
более низкая стоимость по сравнению с другим сварочным оборудованием.
При этом полуавтомат имеет и свои недостатки. Во-первых, это излучение дуги, степень которого выше, чем при обычной сварке. Кроме того, при сварке без защитного газа капли металла могут разбрызгиваться на большей площади. Минимизировать такие недостатки поможет настройка сварочного полуавтомата.
Настройка полуавтомата
Сварочный полуавтомат — профессиональный инструмент, поэтому нуждается в точной настройке. Более того, именно от правильной настройки и зависит результат. Для начала, конечно, стоит внимательно изучить инструкцию, а также знать ряд параметров и характеристик процесса. Необходимо учесть такие данные как:
- характеристики и толщина свариваемых материалов;
- характер шва (горизонтальный, вертикальный);
- особенности конструкции;
- интенсивность использования аппарата;
- нагрузка сети.
Настройка полуавтомата проводится в точном соблюдении всех параметров, указанных в специальных таблицах. Так, надо учитывать силу тока, потому что слишком низкая может существенно повлиять на качество шва или сделает сварку невозможной.

В некоторых моделях регулируется только напряжение. Принцип настройки следующий: толще металл – выше рабочее напряжение (и сила тока).
Следующий шаг – настройка подачи проволоки; она также должна соответствовать показателям в таблице. Проволока поступает в мундштук с катушки по специальному шлангу. Есть модели, оснащенные коробками переключения передач.
Для этой же цели используются сменные шестерни (они идут в комплекте с аппаратом).
Настройка скорости подачи учитывает толщину металла, а также диаметра проволоки. При слишком быстрой подаче велика опасность того, что электрод будет не успевать плавиться. Слишком низкая подача означает быстрое сгорание проволоки; металл при этом расплавляться не будет.
В любом случае собственный опыт будет просто неоценим. Вот так в общих чертах настраивается сварочный полуавтомат, видео ниже.
Сварка полуавтоматом
Строго соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку, выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.
Еще по этой теме на нашем сайте:
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –.
Сварка трубопроводов — соблюдаем ГОСТ при сварке труб
Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во.
Принципиальная схема простого сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ.
Схема сварочного аппарата постоянного тока для сборки
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой.