Как определить вязкость краски для краскопульта?
Простой метод определения вязкости краски для ее нанесения пистолетом

Качественная окраска автомобиля – это результат сочетания науки и искусства. Мастер своего дела обязательно учтет множество параметров, чтобы результат превзошел ожидания. Подбор оптимального значения вязкости краски при проведении ремонтных работ автомобилей является залогом успеха. Для этого используется инструкция и опыт того, кто проводит окраску.
Что такое вязкость краски?
Одним из основных свойств любой краски является ее вязкость. Этот показатель характеризует, насколько жидкость сопротивляется перемешиванию или перемещению. Измерять физическое свойство принято:
- в стоксах;
- в квадратных метрах в секунду;
- в DIN.
Последний вариант характерен для зарубежных производителей, которые принимают немецкие или европейские стандарты за основу. В этом случае фиксируются секунды, которые потребуются на распыление определенного объема лака из отверстия конкретного диаметра.
Данный показатель зависит от температуры окружающего воздуха, а также состава краски. Изначально производители уже определяют усредненный вариант для любого красящего вещества. Но мастеру необходимо адаптировать показатель для краскопульта, чтобы получить высокое качество покрытия.

На что влияет этот параметр?
Определение физического показателя краски для мастера важно по нескольким причинам:
- любая поверхность нуждается в выравнивании, чем выше вязкость, тем хуже заполняются пустоты;
- толстый слой покрытия может образовывать подтеки;
- тонкий слой лучше сохнет, что обеспечивает сцепление и прочность в будущем;
- большое количество моделей краскопультов не может работать с очень вязкими красками.
Чтобы покрытие не отлетало в процессе эксплуатации автомобиля, и защита от коррозии была надежной, состав должен ложиться ровно. Поэтому требуются усилия для подборки нужного параметра красящей жидкости.
Если перепада атмосферного давления будет недостаточно для работы краскопульта, то вместо распыления придется промывать его от застывшего красителя. Рабочим давлением насоса промышленного краскопульта является уровень до 200 атмосфер. Более бюджетные и простые модели имеют ниже уровень, но воздух подается и в сопло, и в бачок для краски.
Если переборщить с разжижением состава, придется наносить несколько слоев из краскопульта, что приведет к дополнительным затратам времени.

Что является нормой?
Определить физический показатель помогает специальный инструмент – вискозиметр. Стоимость таких приборов колеблется от нескольких сотен рублей за достаточно примитивный вариант до сотен тысяч, если речь идет о лабораторной точности. Особо опытные мастера способны вычислить его с помощью линейки.
Процедура применения прибора достаточно проста:
- выходное отверстие заткнуть (можно пальцем);
- налить в воронку краску;
- приготовить старт секундомера;
- одновременно запустить течь из воронки и секундомер;
- зафиксировать время.
Чтобы показания были верными, предварительно следует убедиться, что температура окружающего воздуха составляет 18–22 градусов, иначе будет высокой погрешность.
Если изначальная вязкость удовлетворяет, то приступают к работе с краской из краскопульта. Полезно сопоставить установленный вариант с указанным на упаковке.

В случае отсутствия данных можно ориентироваться на средние нормы вязкости краски (время в секундах):
- 15–20 – параметр для автомобильных эмалей;
- 20–30 – норма для глазури;
- 15–25 – хороший уровень для масляных красок или эмалей.
Технология создания требуемой вязкости
Для уменьшения показателя, чтобы не нарушить механизм краскопульта, используют растворитель. Можно вывести формулу для определения нужного объема разжижающего вещества. Чаще всего действуют методом подбора: постепенно добавляют растворитель и снова снимают показания.
Растворители принято классифицировать следующим образом:
- быстрые, которые можно использовать даже при температуре до 20 градусов, обеспечивающие отсутствие подтеков;
- медленные, испарение которых происходит долго, а рабочая температура должна быть выше 25 градусов, зато состав из краскопульта будет лучше растекаться на поверхности;
- нормальные, скорость испарения и рабочая температура находятся в промежутке между вышеуказанными данными.
Если машину красят в «металлик» или «перламутр», предпочтительнее использовать медленные растворители.

Более сложными в работе считаются двухкомпонентные красители: акриловые на основе органического растворителя, полиуретановые, эпоксидные. Такие составы разбавляются после того, как их смешали с отвердителем. Если пренебречь этим правилом, с краской работать будет невозможно.
При приготовлении этих красок механизм такой:
- по инструкции в нужной пропорции смешивают краску и отвердитель;
- проверить текущий показатель вязкости;
- разбавить до нормы в случае необходимости.
Чтобы пропорция была верной, пользуются мерной линейкой или специальной прозрачной емкостью, где определены объемы. Правильный подход при учете вязкости скажется и на экономном расходе краски, что выгодно как для заказчика, так и для исполнителя.
Простой метод определения вязкости краски для ее нанесения пистолетом
Качественная окраска автомобиля – это результат сочетания науки и искусства. Мастер своего дела обязательно учтет множество параметров, чтобы результат превзошел ожидания. Подбор оптимального значения вязкости краски при проведении ремонтных работ автомобилей является залогом успеха. Для этого используется инструкция и опыт того, кто проводит окраску.
Что такое вязкость краски?
Одним из основных свойств любой краски является ее вязкость. Этот показатель характеризует, насколько жидкость сопротивляется перемешиванию или перемещению. Измерять физическое свойство принято:
- в стоксах;
- в квадратных метрах в секунду;
- в DIN.
Последний вариант характерен для зарубежных производителей, которые принимают немецкие или европейские стандарты за основу. В этом случае фиксируются секунды, которые потребуются на распыление определенного объема лака из отверстия конкретного диаметра.
Данный показатель зависит от температуры окружающего воздуха, а также состава краски. Изначально производители уже определяют усредненный вариант для любого красящего вещества. Но мастеру необходимо адаптировать показатель для краскопульта, чтобы получить высокое качество покрытия.
На что влияет этот параметр?
Определение физического показателя краски для мастера важно по нескольким причинам:
- любая поверхность нуждается в выравнивании, чем выше вязкость, тем хуже заполняются пустоты;
- толстый слой покрытия может образовывать подтеки;
- тонкий слой лучше сохнет, что обеспечивает сцепление и прочность в будущем;
- большое количество моделей краскопультов не может работать с очень вязкими красками.
Чтобы покрытие не отлетало в процессе эксплуатации автомобиля, и защита от коррозии была надежной, состав должен ложиться ровно. Поэтому требуются усилия для подборки нужного параметра красящей жидкости.
Если перепада атмосферного давления будет недостаточно для работы краскопульта, то вместо распыления придется промывать его от застывшего красителя. Рабочим давлением насоса промышленного краскопульта является уровень до 200 атмосфер. Более бюджетные и простые модели имеют ниже уровень, но воздух подается и в сопло, и в бачок для краски.
Если переборщить с разжижением состава, придется наносить несколько слоев из краскопульта, что приведет к дополнительным затратам времени.
Что является нормой?
Определить физический показатель помогает специальный инструмент – вискозиметр. Стоимость таких приборов колеблется от нескольких сотен рублей за достаточно примитивный вариант до сотен тысяч, если речь идет о лабораторной точности. Особо опытные мастера способны вычислить его с помощью линейки.
Процедура применения прибора достаточно проста:
- выходное отверстие заткнуть (можно пальцем);
- налить в воронку краску;
- приготовить старт секундомера;
- одновременно запустить течь из воронки и секундомер;
- зафиксировать время.
Чтобы показания были верными, предварительно следует убедиться, что температура окружающего воздуха составляет 18–22 градусов, иначе будет высокой погрешность.
Если изначальная вязкость удовлетворяет, то приступают к работе с краской из краскопульта. Полезно сопоставить установленный вариант с указанным на упаковке.
В случае отсутствия данных можно ориентироваться на средние нормы вязкости краски (время в секундах):
- 15–20 – параметр для автомобильных эмалей;
- 20–30 – норма для глазури;
- 15–25 – хороший уровень для масляных красок или эмалей.
Технология создания требуемой вязкости
Для уменьшения показателя, чтобы не нарушить механизм краскопульта, используют растворитель. Можно вывести формулу для определения нужного объема разжижающего вещества. Чаще всего действуют методом подбора: постепенно добавляют растворитель и снова снимают показания.
Растворители принято классифицировать следующим образом:
- быстрые, которые можно использовать даже при температуре до 20 градусов, обеспечивающие отсутствие подтеков;
- медленные, испарение которых происходит долго, а рабочая температура должна быть выше 25 градусов, зато состав из краскопульта будет лучше растекаться на поверхности;
- нормальные, скорость испарения и рабочая температура находятся в промежутке между вышеуказанными данными.
Если машину красят в «металлик» или «перламутр», предпочтительнее использовать медленные растворители.
Более сложными в работе считаются двухкомпонентные красители: акриловые на основе органического растворителя, полиуретановые, эпоксидные. Такие составы разбавляются после того, как их смешали с отвердителем. Если пренебречь этим правилом, с краской работать будет невозможно.
При приготовлении этих красок механизм такой:
- по инструкции в нужной пропорции смешивают краску и отвердитель;
- проверить текущий показатель вязкости;
- разбавить до нормы в случае необходимости.
Чтобы пропорция была верной, пользуются мерной линейкой или специальной прозрачной емкостью, где определены объемы. Правильный подход при учете вязкости скажется и на экономном расходе краски, что выгодно как для заказчика, так и для исполнителя.
Что такое вязкость лакокрасочных материалов и как её определить
Что такое вязкость ?
Вязкость можно определить как сопротивляемость жидкости её растеканию. Это существенная характеристика лакокрасочного продукта, которая зависит от температуры окружающей среды.
Почему вязкость измеряют в секундах и, что такое условная вязкость?
Величина вязкости жидкости примерно пропорциональна времени вытекания определённого её объёма из определённой трубки под определённым давлением.
Пользуясь этим свойством, вязкость ЛКМ обычно оценивают в секундах, которые проходят до полного вытекания лакокрасочного материала из мерных чашек (воронок).
Параметр определяемый таким образом, называется «условная вязкость», в отличие от физической вязкости, выражаемой обычно в сантипаузах.
Значение вязкости, выраженное в различных стандартах
| ВЗ-4, DIN4, сек | FORD4, сек | Физическая вязкость, сантипауза |
|---|---|---|
| 11 | 10 | 20 |
| 12 | 12 | 25 |
| 14 | 14 | 30 |
| 16 | 18 | 40 |
| 20 | 22 | 50 |
| 23 | 25 | 60 |
| 26 | 30 | 80 |
| 30 | 35 | 100 |
| 34 | 40 | 120 |
| 38 | 44 | 140 |
| 42 | 50 | 160 |
| 45 | 54 | 180 |
| 49 | 58 | 200 |
| 52 | 62 | 220 |
Какие есть стандарты чашек для измерения вязкости?
Для чашек существует несколько стандартов: воронки ВЗ-246 (по российскому ГОСТ 9070-75), европейский аналог DIN (DIN 53211-87), а также воронки FORD (ASTM D 120087) для американских продуктов. Это чашки в виде усечённого конуса с широким горлышком и узким отверстием определённого диаметра, расположенным снизу.
В соответствии с европейским стандартом существует пять чашек одинаковой формы вместимостью 100 мл, но с разным диаметром нижнего отверстия – 2, 3, 4, 6 и 8 мм. Чашки FORD имеют отличающиеся от этого ряда отверстия.
 |
|---|
| Рис. 1. Чашка Форда |
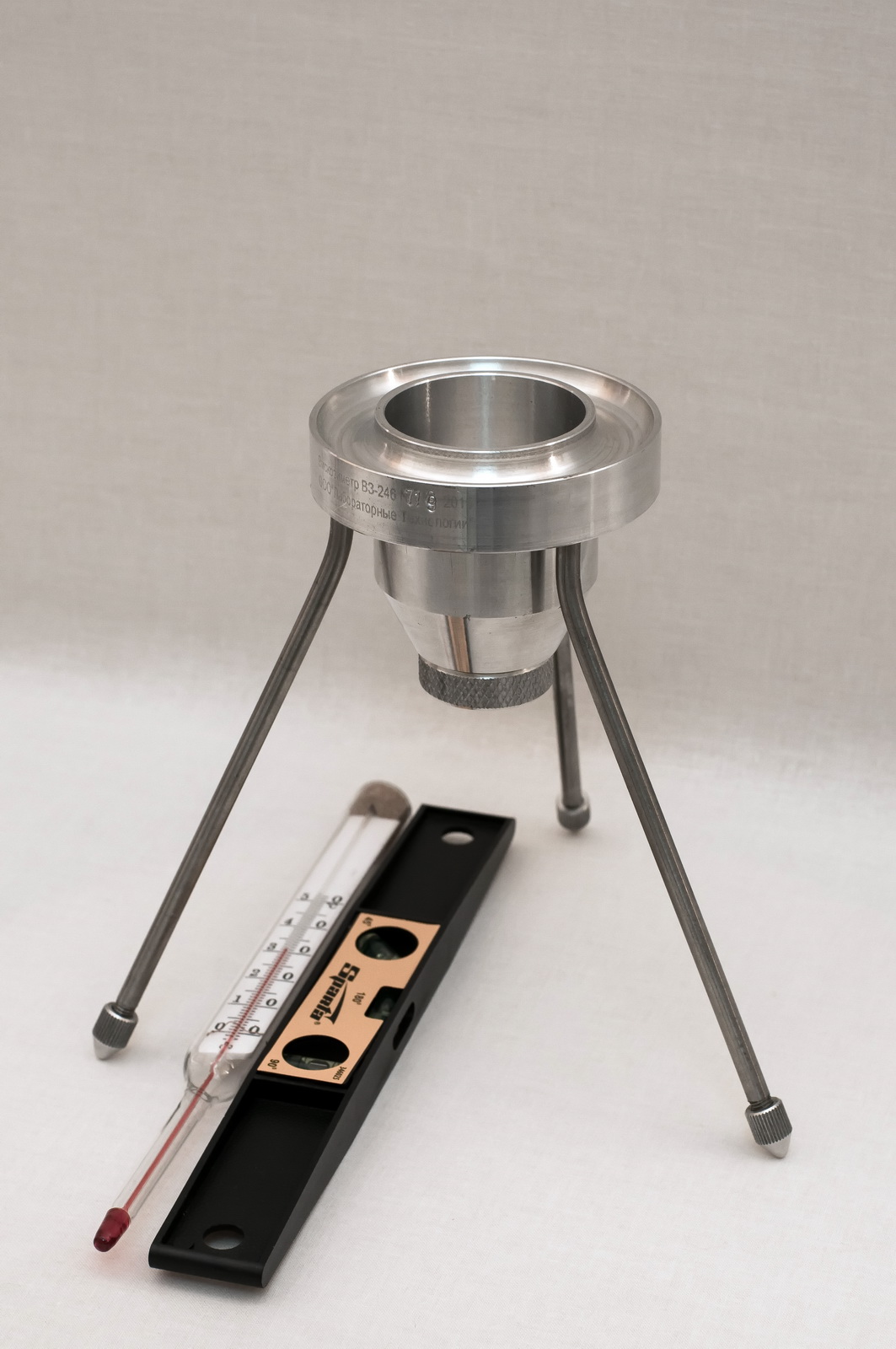 |
|---|
| Рис. 2. Вискозиметр ВЗ-246 |
Как определить вязкость лакокрасочного материала с использованием воронки ВЗ-246, DIN4
Для определения вязкости лакокрасочный материал наливают в чашку до краёв при зажатом нижнем отверстии. Затем отверстие открывают, и жидкость начинает вытекать.
Откуда берутся секунды для определения вязкости?
Время, которое проходит от начала вытекания до первого прерывания струи (не до последней капли), измеряется в секундах. Таким образом, вязкость лакокрасочного материала определяется в секундах при данной чашке, например, 30 сек. DIN4.
Чем выше вязкость жидкости, тем больше время ее истечения, то есть, чем дольше краска, лак или грунт вытекает через воронку, тем больше у него вязкость.
Чем больше диаметр отверстия, тем больше физическая вязкость испытуемого продукта при одном и том же времени вытекания.
Время, требуемое для измерения вязкости с помощью воронки, минимально (2-3 минуты), но данный тест позволяет достаточно точно определить один из основных параметров материала.
Соблюдайте температуру при измерении вязкости!
Важно учитывать изменение вязкости с изменением температуры. Если в спецификациях приведены данные измерения при 20°С, то контролировать вязкость надо строго при указанной температуре.
Перед измерением вязкости надо хорошо перемешать тестируемый материал, особенно в случае длительного хранения.
Смотрите видео определения вязкости с помощью вискозиметра ВЗ-246
Динамическая вязкость по Брукфильду
Вязкость ЛКМ с выраженной псевдопластичностью определяется на аппаратуре, позволяющей фиксировать скорость течения (например, по методу Брукфильда).
Для определения динамической вязкости используют вискозиметры Брукфильда. Принцип работы вискозиметра Брукфильда ротационный. Измерение вязкости осуществляется посредством пересчета крутящего момента, необходимого для вращения шпинделя прибора с постоянной скоростью при погружении его в исследуемую среду.
 |
|---|
| Рис. 3. Вискозиметр Брукфильда |
Это минимум, что Вам надо знать по этому способу определения вязкости, потому что маловероятно, что Вы будете его использовать.
Все производители лакокрасочных материалов обязаны указывать поставочную вязкость своих продуктов на упаковке
С помощью вышеописанного теста легко проверить, не подвергался ли материал каким-либо изменениям во время поставки, которая часто осуществляется через посредников.
После добавления в лакокрасочный материал разбавителя его вязкость значительно снижается. Кроме снижения вязкости материала это также приводит к сокращению его сухого остатка и, следовательно, толщины лакокрасочной плёнки.
Однако, сухой остаток довольно сложно проверить без специальных лабораторных условий, но можно проконтролировать вязкость ЛКМ и сопоставить её с данными на оригинальный продукт из технической спецификации.
Изготовители указывают количество добавляемого разбавителя (по весу или по объёму), необходимого для придания лакокрасочному материалу рабочей вязкости для нанесения оборудованием определённого типа.
Это количество устанавливается производителем ЛКМ и является действительным при стандартных условиях, которые включают в себя температуру окружающей среды и лакокрасочного материала 20 С и влажность воздуха 50%. На практике данные условия выполняются очень редко.
Если температура лакокрасочного материала ниже, его вязкость увеличивается, и, следовательно, требуется большее количество разбавителя для придания продукту необходимой технологичности.
Регулярно проверяйте рабочую вязкость лакокрасочного продукта
Рекомендуется регулярно измерять рабочую вязкость продукта, обычно это удобно делать чашкой DIN4. Только в этом случае можно определить необходимую степень разбавления лакокрасочного материала вне зависимости от температурных условий.
Отзывы посетителей сайта :
Обычная практика такова, что маляр не проверяет вязкость, а если вискозиметр и есть, то он валяется где-нибудь в углу. То есть, в лучшем случае готовится рабочая смесь согласно спецификации и поехали.
Если лакокрасочный материал тяжело наносится, то добавляется больше разбавителя и наоборот. А если маляр долго работает и считает себя профессионалом, то он даже этим бравирует, что может всё делать на глаз, а потом удивляется почему краска течёт или шагрень.
Поэтому, регулярно проверяйте рабочую вязкость лакокрасочного продукта, как сказано в конце статьи.