Замена несъёмных панелей кузова
Замена основных деталей кузова
Замена переднего крыла. При незначительных повреждениях крыла, не снимая его, выполняют рихтовочные и покрасочные работы. После рихтовки проверяют состояние внутреннего противокоррозионного покрытия, при необходимости восстанавливают его.
При значительной деформации, наличии разрывов крыло заменяют, для чего выполняют следующие работы. Снимают бампер, капот, переднюю дверь. С крыла снимают осветительные приборы. Точки контактной сварки сточного желобка с элементами кузова стачивают твердосплавной шарошкой
диаметром 4. 6 мм с помощью отрезной машинки или высверливают сверлом диаметром б. 7 мм, после чего отсоединяют желобок тонким плоским зубилом с отогнутым концом или отделяют клещами. Затем тонким острозаточенным зубилом срубают или срезают шлифовальной машинкой соединения крыла: с панелью передней части автомобиля от фары вниз, отступив 2. 3 мм от линии соединения; с передней стойкой боковины, отступив 5 мм от линии изгиба.
Отсоединяют крыло и зубилом удаляют его оставшиеся полоски. Рихтуют деформированные кромки и зачищают посадочные места кузова и нового крыла. Из полости, закрываемой крылом, удаляют грязь, ржавчину, наносят цинкохроматную грунтовку ГФ-073. Ставят на место капот и дверь. Подгоняют новое крыло по месту посадки и закрепляют захватами. Приваривают крыло сваркой в среде углекислого газа. После проверки посадки крыла приваривают его контактной сваркой с шагом 40. 50 мм или электросваркой в среде углекислого газа проволокой Св-08ПС либо Св-08Г2С диаметром 0,8 мм прерывистым швом длиной 10 мм через каждые 30. 40 мм. Сила электрического тока должна быть равна 50. 90 А.
Замена заднего крыла. Снимают передний фонарь и бампер, освобождают багажник, снимают резиновый уплотнитель крышки багажника и топливный бак и отсоединяют электропроводку. Срубают тонким остро заточенным зубилом или срезают шлифовальной машинкой соединения крыла: с аркой заднего колеса по изгибу, отступив от кромки 12.. .15 мм; с полом запасного колеса (или топливного бака) по изгибу, отступив от кромки крыла 12. 15 мм; с панелью задка, отступив от линии соединения 2 мм; с панелью поперечины заднего окна, отступив от кромки изгиба 2. 3 мм; с задней частью боковины по изгибу, отступив от кромки крыла 15. 20 мм.
Срубают угольник соединения крыла с панелью задней части автомобиля, отступив от кромки угольника 15 мм. Сверлом диаметром 6. 7 мм высверливают точки контактной сварки соединения крыла с боковой панелью крышки и отсоединяют крыло. Удаляют оставшиеся полоски крыла, рихтуют деформированные кромки и зачищают посадочные места кузова и нового крыла. Подгоняют новое крыло по месту посадки, прихватывают захватами и приваривают электросваркой в среде углекислого газа.
Проверяют посадку крыла и приваривают его контактной сваркой с шагом 40. 50 мм или электросваркой в среде углекислого газа.
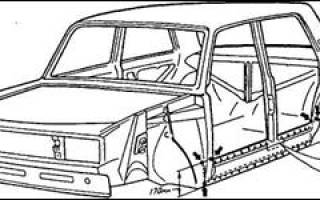
Замена порогов дверей. Замену порогов (рис. 16) выполняют при снятых передних и задних крыльях. Усилитель заменяют только при наличии деформации или сквозной коррозии.
Тонким остро заточенным зубилом или шлифовальной машинкой удаляют панель порога и оставшиеся полоски металла и зачищают кромки. Выполняют разметку по новой панели порога под центральную стойку, подгоняют панель и крепят ее захватами. Приваривают панель в крайних точках газовой сваркой, устанавливают дверь и проверяют установку панели. Выступание или западание порога относительно двери не должно быть более 3 мм.

Рис. 16. Замена порога двери: 1 – соединитель; 2 – усилитель порога; 3 – наружная панель порога (штрихами обозначены линии рубки, точками – швы контактной сварки, стрелки указывают места газовой сварки).
Снимают дверь и приваривают панель порога к сопрягаемым деталям контактной сваркой с шагом 50. 60 мм. Допускается электросварка в среде углекислого газа током силой 50. 90 А или газовая сварка. Приваривают панель к центральной стойке газовой сваркой и зачищают сварные швы.
Остальные детали кузова заменяют аналогичным образом.
ЗАМЕНА ЧАСТИ КУЗОВА АВТОМОБИЛЯ
Замена части кузова автомобиля, одна из самых сложных работ, выполняемых автосервисом “Профессионал”.
Уметь выполнить сверх сложную задачу качественно, это еще половина дела. Совсем другое дело реализовать огромный объем работ, за не высокую стоимость, задача архи сложная.
Согласитесь со мною , что заменить или отремонтировать: лонжероны автомобиля, разорванное заднее крыло или даже крышу намного легче, чем заменить переднюю часть кузова, дорогой иномарки.
В каких же случаях, прибегают к таким работам.
Как правило работы по замене передней или задней части кузова автомобиля приходится выполнять, в тех случаях когда: удар в автомобиль был настолько сильным, что часть автомобиля превратилась в единую поврежденную массу.



















ЗАМЕНА ЧАСТИ КУЗОВА АВТОМОБИЛЯ. В ниссан врезался груженый КамАЗ. Вы можете себе представить, как выглядела задняя часть автомобиля . Заменить 2 задних крыла, пол багажника, задние лонжероны, заднюю панель и крышку багажника на новые детали, оказалось очень дорого. Совместно с клиентом было принято решение купить целую заднюю часть ниссана. Покупка и замена б/у задней части кузова, сэкономила владельцу автомобиля 2/3 суммы счета. Ремонт выполнили за 11 дней.
З ачем тогда такой автомобиль люди восстанавливают, спросите Вы.
Причин здесь несколько:
Первая: Ваш автомобиль дорого стоит и сложный кузовной ремонт выгоднее , чем списать авто в тоталь
Вторая: Автомобиль ни когда не подводил Вас и спас, к примеру Вам жизнь , в серьезном ДТП
Третья: Ваш автомобиль дорог Вам, как память .
Общаясь с огромным количеством клиентов , мне приходится быть свидетелем разных историй, связанных с судьбами человека и автомобиля.
К примеру, в жизни иногда бывает так: кто то встретил свою любовь, проезжая на этом автомобиле, кому то данный автомобиль принес огромную удачу, кто то любит его больше жизни. Причин преданности стальному другу, бывает огромное множество. Именно поэтому автосервис “Профессионал” специализируется на очень сложном кузовном ремонте , который мы стараемся выполнять по справедливой стоимости .
Что меня очень радует, это то что дорогой и сложный ремонт кузова, нам удается удешевить в два раза и при этом выдать пожизненную гарантию.
З а 20 лет профессиональной работы, мы познакомились с владельцами всех фирм реализующих б/у запчасти, по низкой стоимости. Согласитесь со мною, если мы с Вами приняли решение заменить на автомобиле, предположим заднюю часть кузова, нам потребуется 100% гарантия качества и особые условия по стоимости. Менеджеры среднего звена, не в состоянии сделать скидку более 15%.







ЗАМЕНА ЧАСТИ КУЗОВА АВТОМОБИЛЯ. Удар в переднюю часть БМВ оказался настолько сильным и концентрированным, что восстановить лонжерон и брызговик оказалось невозможно. В целях экономии денег клиента была куплена и установлена левая четверть автомобиля . Часть кузова купили б.у, тем самым снизили сумму ремонта в 2 раза.
Г лавной целью компании “Профессионал”, является оказание помощи нашим клиентам.
Мы стараемся первым делом помочь человеку, попавшему в сложную ситуацию, а только потом оказать услугу по профессиональному ремонту кузова .
Именно в таких ситуациях приходится звонить директорам компаний и просить продать часть кузова, со скидкой более 25% .
Таким образом достигается огромная экономия средств клиента.
Сумма всех запчастей купленных по отдельности, намного превышаю стоимости части кузова автомобиля.
Communities › Вторая Жизнь Авто › Blog › Ремонт кузова Ford Focus I DNW USA. Замена задней поперечной панели. Часть 2

На правку повреждённого элемента ушло 1,5 часа. При правке производились промежуточные замеры по данным с левой стороны кузова.
Результат:


с приложенной новой панелью:

К вопросу: “Можно ли применять нагрев деталей кузова при ремонте.
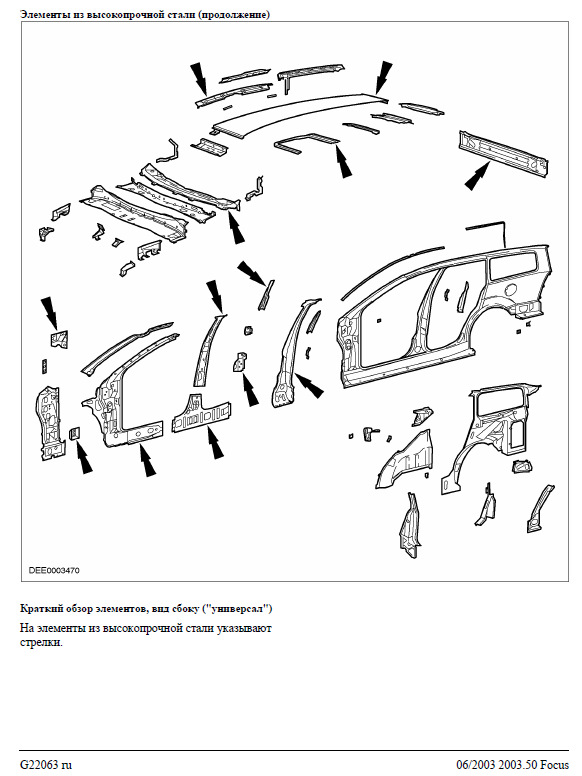
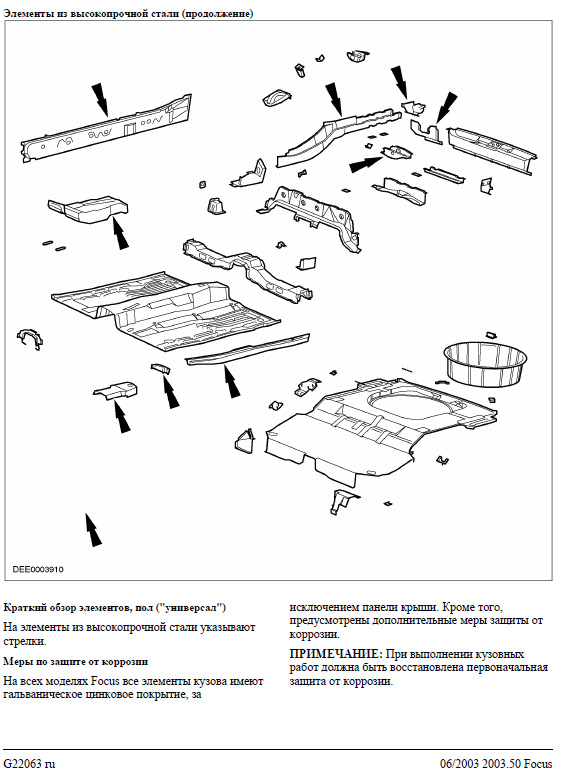
Применение нагрева (включая нагрев открытым пламенем) деталей кузова Ford Focus I при ремонте оговорено в официальном документе FoMoCo “2003.50 Focus. Руководство для станций технического обслуживания”.
Приведу несколько выдержек.
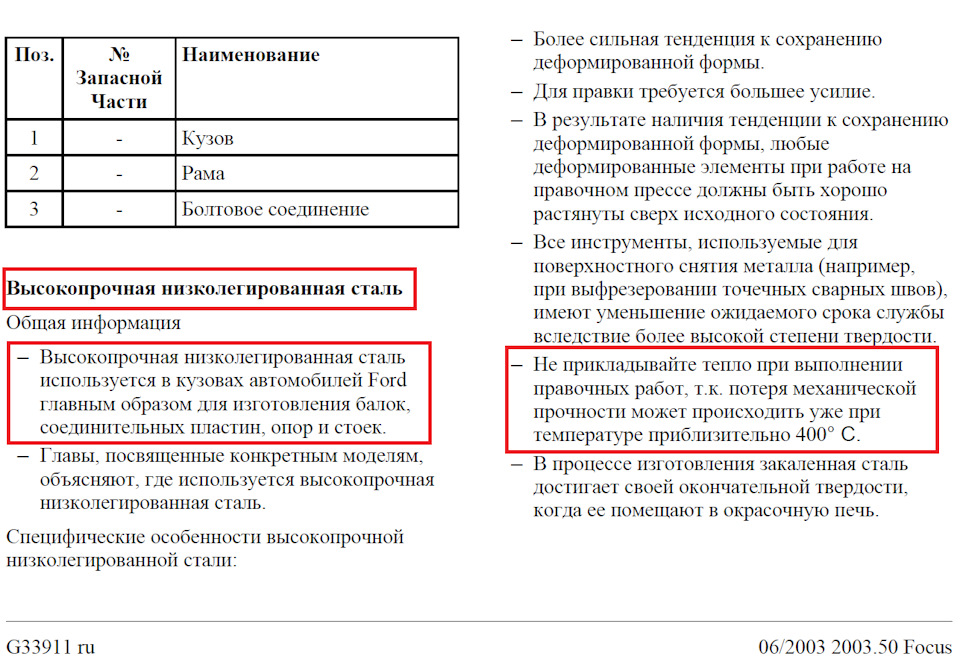
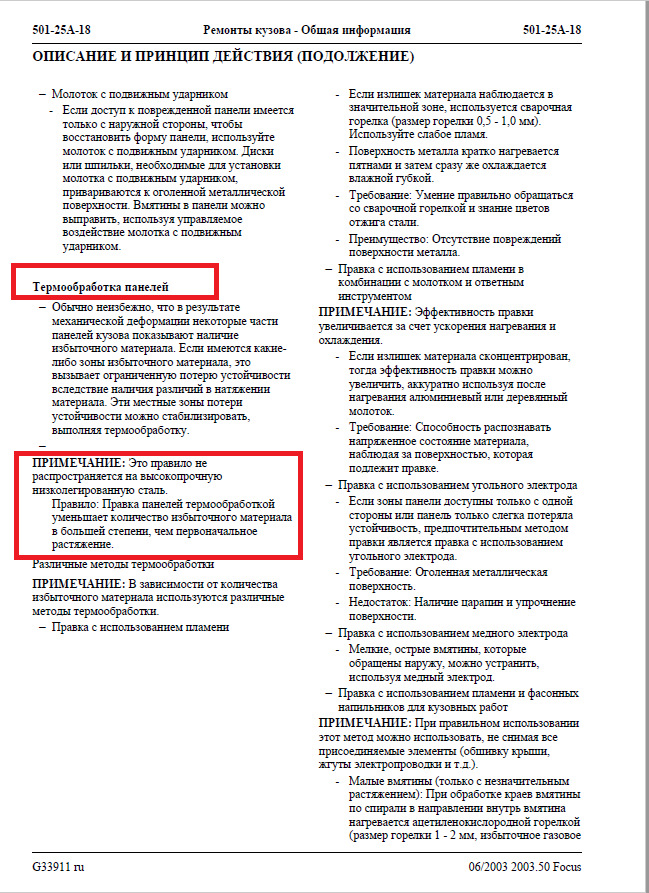
Схемы расположения деталей кузова, не подлежащих нагреву выше 400С.
Как уже указывалось, после демонтажа задней поперечной панели на силовой поперечной панели за ней, обнаружилась сильная коррозия.



После изучения различных средств борьбы с ржавчиной помощью химикатов (пескоструйного аппарата у меня нет), было применено антикоррозийное средство “Цинкарь”

Особенностью действия ортофосфорной кислоты на ржавчину является увеличение преобразованного осадка в объеме, что приводит к частичному выходу въевшейся ржавчины выше поверхности металла в виде черного налета.
Для максимального положительного эффекта такой налет следует удалять.
Для этого можно воспользоваться металлическими спонжами для чистки посуды

Второй особенностью действия средства “Цинкарь” является химическое цинкование чистого железа. После обработки на поверхности деталей образуется прочный слой цинкового покрытия, и налет кристаллического цинка, который следует счищать жесткой синтетической щеткой.
Результат обработки на 4 раза:


Для защиты новой задней поперечной замены было решено применить быстросохнущий цинконаполненный эпоксидный грунт-праймер Hi-Gear HG5742
Миниобзор
Данный грунт, в отличии от кислотных, допускает нанесение на чистый металл, на оцинкованную поверхность или на заводской грунт (при условии его предварительного шлифования наждачной бумаго № 12 или № 20 (она же Р100 и Р80)).
Задняя поперечная силовая панель так же была загрунтована Hi-Gear HG5742.
После грунтования допускается шлифовка.
В данном случае шлифовка не применялась, т.к. высокого уровня декоративности поверхности не требуется.
Установка панели осуществлялась в 3 этапа:
1. Окрашивание поверхностей задней силовой панели и задней поперечной панели со сторон, которые после монтажа представляли собой внутренние стенки полости задней поперечной балки кузова.
Внимание! Окрашивание и грунтование (даже токопроводящим грунтом) привалочных (сопрягаемых) поверхностей панелей перед сваркой полуавтоматом или покрытым электродом не допускается!
Для окрашивания была использована краска по металлу Himmerite (черная глянцевая). Окрашивание производилось в два слоя.
Выбор краски не случаен. Данная краска относится к алкидным эмалям, что позволяет производить окрашивание по системе 1К при температурах окрашиваемой поверхности ниже +24С, и без применения последующей принудительной сушки. Кроме того, данная эмаль обладает высокой прочностью, устойчивостью к атмосферным воздействиям и содержит антикоррозийные пигменты.
2. Изготовление и монтаж дистанционного элемента (хорошо виден на фото).

Метод близок к методу “ППс — плавящимся покрытым электродом с принудительным сквозным проплавлением и формированием”. Требования к материалам, разметке точек проплавления и т.п. указаны в ГОСТ 14776-79 Дуговая сварка. СОЕДИНЕНИЯ СВАРНЫЕ ТОЧЕЧНЫЕ. Основные типы, конструктивные элементы и размеры.
Суть метода состоит в контролируемом сквозном прожиге соединенных панелей с одновременным завариванием получившегося отверстия, и формированием электрозаклёпки.
Для этого:
1. Свариваемые панели плотно прижимаются друг к другу. Зазор не допустим! По нему дуга рассеивается, и начинается неконтролируемый прожиг металла!
2. Электрод направляется строго под углом 90 градусов к свариваемой поверхности.
3. Сварка идет на короткой дуге до появления характерного для прожига звука и начала проваливания электрода в ванну.
4. Как только электрод начинает проваливаться, его следует быстро и плавно вывести из сварочной ванны, строго соблюдая угол 90 градусов к поверхности.
Идея была взята со следующего видео
Результаты тестов (форма заклёпки и размер пятна отжига металла):
1. Ток 120А.