
Высверливание точечной сварки
Инструмент и технология высверливания точечной сварки
При проведении ремонтных работ по кузовам автомашин либо по другим металлоконструкциям возникает необходимость разъединения деталей, скрепленные между собой точечной сваркой.
Данный вид соединения металлических элементов весьма распространён. Он позволяет быстро, качественно скреплять детали из тонкого металла между собой. Такие технологии широко используются в автомобилестроении.

Необходимый инструмент
Высверливать соединения точечной контактной сварки помогает следующий инструмент:
- дрель ручная (пневматическая или электрическая);
- набор свёрл или коронки по металлу подходящего диаметра;
- молоток, кернер для нанесения предварительной разметки на места точечной сварки, которые предстоит высверливать;
- электрическая шлифовальная машинка (по необходимости).
Перед тем как высверливать точечную сварку, необходимо подобрать сверла и коронки подходящего диаметра. Коронка с острыми зубцами лучше режет металл, она эффективнее, чем обычное сверло.
Используя молоток и кернер, в точке соединения делают небольшую вмятину. По предварительно полученной отметке проводится сверление дрелью.
Электрическая или пневматическая дрель для высверливания точечной сварки должна иметь регулятор оборотов. Это позволяет оптимально подобрать частоту вращения шпинделя инструмента.
Разъединение деталей
По местам, размеченным кернером, проводиться рассверливание до того момента пока весь металл не будет удалён в точке соединения.
 Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Высверливать можно поверх лакокрасочного покрытия либо зачистить металл наждачной бумагой для получения ровной поверхности. По накерненным местам точечной сварки проводиться растачивание металлического элемента при помощи дрели.
Наборы (инструмент обработки сталей) для проведения такого вида работ не являются специализированными. Всё это можно приобрести в магазинах, торгующих электроинструментом.
Комплекты для сверления металла имеют различные диаметры. Всегда можно выбрать подходящий вариант исполнения. Есть в продаже и специализированная продукция, но стоит она обычно дороже.
Высверливать точечную сварку необходимо на низких и средних оборотах. Особое значение имеет угол заточки сверла. На торце делают острие, что позволит легко, быстро вести рабочий процесс, удаляя точечное соединение. Периодически электроинструмент необходимо останавливать, давая некоторое время на охлаждение.
В зависимости от площади контактной точки необходимо подбирать сверло, обычно оно может быть диаметром 6-8 мм. Если сварочная точка труднодоступна на конструкции, то такие места требуют более осторожной обработки.
Можно для этого использовать специальную насадку на дрель, чтобы высверливать сварку под определённым углом.
Кузовные автосервисы хорошо, быстро проводят такие технологические процессы, используя пневматические дрели, подача воздуха проводится от электрического компрессора.
Инструмент, питаемый от сети электроснабжения, также имеет функции регулировки оборотов. При проведении работ можно всегда опытным путём выставить необходимую частоту вращения шпинделя электроинструмента.
Технология обработки листовых элементов
 Сверла для высверливания точечной контактной сварки на изделиях из тонкой листовой стали рекомендуется использовать только того типа, который рекомендован изготовителем для работы по металлу.
Сверла для высверливания точечной контактной сварки на изделиях из тонкой листовой стали рекомендуется использовать только того типа, который рекомендован изготовителем для работы по металлу.
Для этих целей подходят пневмодрели или дрели электрического принципа действия. Каждый инструмент имеет свои плюсы и минусы при работе.
Электрический инструмент, если им долго высверливать, сильно нагревается. Его также нельзя использовать в сырых помещениях, либо при дождливой погоде. Дрель пневматического типа безопасна при использовании под дождём или в сырых помещениях.
Чтобы высверливать соединения точечной сварки можно использовать свёрла подходящего диаметра, либо специализированные коронки. Последний вид металлообрабатывающего инструмента имеет конструктивную функцию ограничения глубины проточки металла.
Это весьма удобно при продолжительной работе. Применение коронки поможет уменьшить численный процент брака при разъединении деталей.
Высверливание точечной сварки
Приветствую Вас на блоге Kuzov.info!
p, blockquote 1,0,0,0,0 –>
В этой статье подробно рассмотрим как осуществляется высверливание точечной сварки.
p, blockquote 2,0,0,0,0 –>
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные кузовные части соединены друг с другом воедино точками контактной сварки. В легковом автомобиле от 3000 до 5000 таких точек.
p, blockquote 3,0,0,0,0 –>  Обработка шлифовальной бумагой помогает улучшить видимость точечной сварки
Обработка шлифовальной бумагой помогает улучшить видимость точечной сварки
Бывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть сварные точки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать область с кружками точечной сварки наждачной бумагой, чтобы они были заметнее.
p, blockquote 4,0,0,0,0 –>
Высверливание точечной сварки — эффективный и аккуратный способом разъединения данного соединения. Нужно это делать на малых оборотах. На высокой скорости вращения сверло быстро перегреется, затупится и будет скользить. Медленное высверливание помогает легче контролировать процесс и меньше вероятность повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже обороты.
p, blockquote 5,0,1,0,0 –>
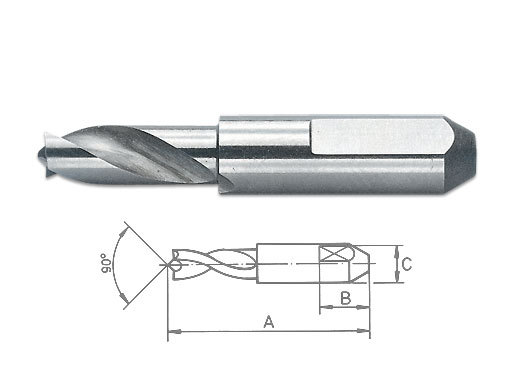
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Они бывают разные и имеют свои преимущества и недостатки. Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им останется отверстие на нижней панели. Это не слишком большая проблема, так как его легко заварить.
p, blockquote 6,0,0,0,0 –>

p, blockquote 7,0,0,0,0 –>
Большой кончик позволяет допускать ошибки при отсутствии опыта, так как такое сверло легче удержать ровно. Его будет удобнее использовать при не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания. Маленький кончик требует более точного высверливания. Его используют на ровной поверхности. Им удобнее будет высверливать, если предварительно сделать маленькое отверстие (2–3 мм). Можно использовать керн для того, чтобы наметить центр. Это поможет сверлу не скользить в разные стороны. Оно оставляет нижний металл практически целым.
p, blockquote 8,0,0,0,0 –>
Чем меньше кончик, тем его сложнее удерживать прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно его расположить в нужное положение и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.
p, blockquote 9,0,0,0,0 –>

p, blockquote 10,1,0,0,0 –>
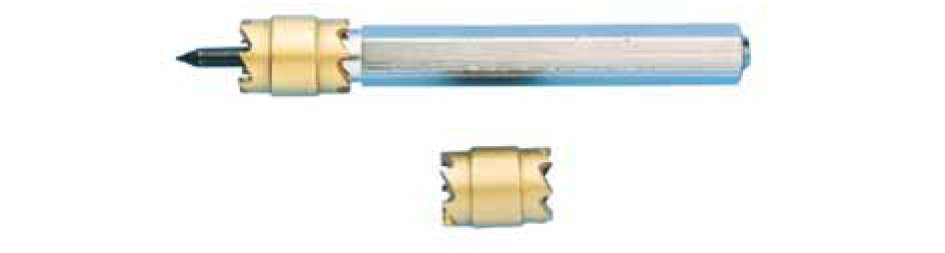
Фреза с регулируемым кончиком тоже применяется для высверливания. Этот конец центрует и ограничивает глубину среза. Перед её применением нужно сначала сделать маленькое отверстие. В него вставляется, но не проваливается кончик. Фреза сверлит по контуру кружка и отделяет его. После снятия панели нужно просто сточить оставшуюся возвышенность «болгаркой».
p, blockquote 11,0,0,0,0 –>

p, blockquote 12,0,0,0,0 –>

p, blockquote 13,0,0,0,0 –>
Кроме вышеперечисленных инструментов можно использовать отрезной или шлифовальный диск для удаления точечной сварки. Нужно поставить диск вертикально (см. рисунок) и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ, но может пригодиться. Он уместен в зонах, где ограниченный доступ или поверхность, где расположено точечное соединение, неровная после повреждения. Ещё ребром диска можно убирать сварные швы от полуавтомата.
p, blockquote 14,0,0,0,0 –>

p, blockquote 15,0,0,1,0 –>
После удаления соединительных точек, следующим шагом производится демонтаж. Это не слишком сложная процедура, но есть определённые тонкости. Панель может держаться за кузов за счёт грунта или герметика или на остатках сварки. В некоторых случаях, приходится срезать демонтируемую кузовную часть вдоль точек, которые сложно разъединить. К примеру, это можно проделать вдоль колёсной арки или при демонтаже крыши, если возникает сложность её отсоединения после высверливания. У Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску от кузова.
p, blockquote 16,0,0,0,0 –>

p, blockquote 17,0,0,0,0 –>
Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если высверленная точка продолжает держать часть металла, то надо действовать зубилом именно с той стороны, где находится остаток. Зубило срежет точку без коробления прилегающего металла.
p, blockquote 18,0,0,0,0 –>
Более нестандартный метод удаления точечной сварки – использование плазменной резки. Она способна аккуратно прожечь отверстие в местах точечной сварки по всей толщине. Плазменная резка менее доступна и используется редко.
p, blockquote 19,0,0,0,0 –>
p, blockquote 20,0,0,0,0 –> p, blockquote 21,0,0,0,1 –>
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.

Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.

Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника. Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке. Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.

Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ.

После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.

Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.













